一. 产品用途
本仪器主要用于检查齿轮铣刀,齿轮滚刀,蜗轮滚刀及锯片铣刀磨后的前面径间性和周节累积误差,外啮合直齿和余齿齿轮的相临周节误差和周节累积误差。装配附件后可代替偏摆检查仪的全部测量功能。
二.技术数据
检测齿轮模数-----------------------------M1-10
检测最大直径-----------------------------150mm
检测最大极限长度-----------------------300mm
检测最小极限长度-----------------------100mm
横滑架的最大移动距离-----------------80mm
测量杠杆-----------------------------------1:1
仪器外形尺寸(长X宽X高)-------980*300*380mm
仪器重量-----------------------------------82kg
)
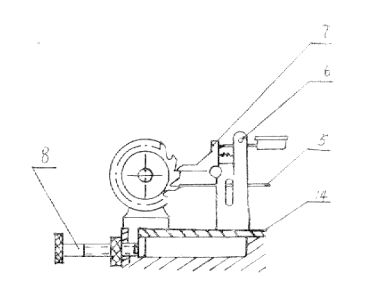
1.基座2.固定顶尖座3.顶尖4.标尺5.定位杆6.支柱7.测量杠杆8.调整螺钉9.活动顶尖座10.活动顶尖压把11.手轮12.纵滑板13.手轮14.横滑板
仪器的基座上装有顶尖座2和9以及纵向滑板12.横向滑板14装在燕尾形导轨上,在横向滑板上固定有带测量杠杆7和定位杆5的支柱6,测量杠杆一端与指示表接触另一端与被测工件接触。
当测量齿轮周节误差时,固定在横向滑板上的支撑受螺钉8的限制,从而保证每次横向送进到一定位置,螺钉位置由锁母固定。
四.仪器的操作
1. 铣刀(齿轮)周节的测量
如图2
把铣刀装在检查心轴上并装在两顶尖间,转到铣刀使其一个齿前面呈水平位置(平行于基座导轨面),引入测量杠杆7使之一头与该刀齿前面接触,另一相临的同名齿面与定位杆5接触,并应在相同的圆周半径上接触。
调节调整螺钉8,以保证每次横向送进到一定位置,此时便可测量到刀齿第一个周节。若测下一个周节时,转动手轮13使测量杠杆退出刀齿,用手转动铣刀转过一齿,再送进测量杠杆,使之在与上一齿相同圆周半径位置进行测量,即可得到第二个周节,如两周节相同则百分表示值应相同。
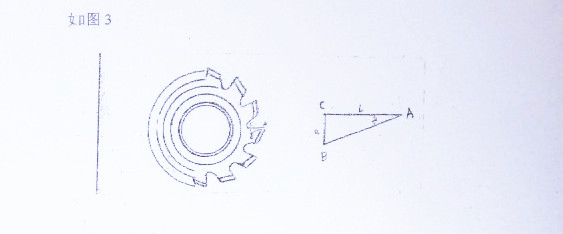
2.铣刀刀齿前面径向性的测量
检查刀齿前面径向性时,测量杠杆应严格地安置在通过顶尖轴线的水平面上(平行于基座导轨面)。
为了把测量杠杆安置在指定位置上,仪器备有专用校准棒。把校准棒装在两顶尖间,使其测量面呈水平位置,将测量杠杆测头引到校准棒测量面上,记下百分表在中间位置读数值(或示值平均值)。取下校准棒,装好铣刀,将测量杠杆测头引向刀齿前面的边缘上,转动铣刀置百分表于校对时的读数值上,再摇动手轮,使横向滑板和测量杠杆一起作横向运动,百分表指针即可反映该刀齿前面的径向性程度。
刀齿前面某一部分的径向性程度也可以仪器上测量。在测量过程中,测量杠杆的位移由横滑板和纵滑板上的刻度尺决定,测量方法同前,这样在齿的任一点的径向性偏差皆可确定。
五.仪器的维护保养
铣刀磨后检查仪是一种精密的机械检查仪器,仪器的精密度和使用期限,信赖对仪器的正确使用和保养,重要部位如测量杠杆、纵滑板、横滑板、基座导轨、顶尖等必须注意保护,严禁撞击和划伤,使用后应用汽油洗净并涂防锈油。
仪器滑动部分要经常给以润滑油但油层不易过厚,以免影响仪器示值的精度,油杯应经常注入润滑油。
仪器使用后应用罩罩好,以免尘土落到测量面上。
六.附件
1. 测量杠杆 1个
2. 定位杆(尖测杆) 1个
3. 校准块 1个