����ƽ̨����С���ţ�
��������ƽ̨һ��Ҫ�о���ƽ��ȣ�Ҫ���о���ƽ��ȱ���߱�һ���¼���������
����һ�����Ҫ����Ҫ����ƽ̨�Ϲ������ȣ���Χ��Ⱥ߶ȣ��Լ�������ĺ�ȡ��߶Ⱥ��ܶȡ�
������������Ҫ��ǿ������HT200-300,Ӳ��:HB170-240��
���������˹��˻��ڻػ�Ҥ����600-700�ȸ����˻�ʱЧ������
�����ġ���ȻʱЧ���������Ӧ����2-3����ȻʱЧ�����ڴ˹���ʱ��̫������ҵ���ʽ���תӰ���Ѳ����ܵȴ���ô��ʱ�䣬���Լ�����ͨ����ʱЧ���档��Ȼ���ֹ��յ�Ч����δ��ȷ�����ڹ��������ձ�ʹ�á�
�����塢ɳ�������ף�0����1��ƽ̨��������������ɳ�ۣ�2����3����������ƽ̨ͬ���ʹ����������ɳ�ۡ�ע�⣺�����ĵ�Ӳ��һ��Ҫ����ƽ̨������Ӳ�ȡ�
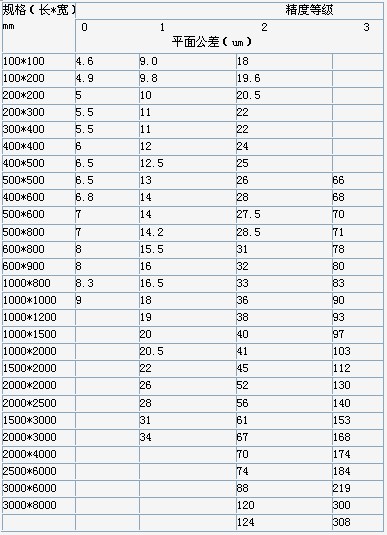
�����������ι��գ��˹�����������ƽ̨�ӹ�������������Ҫ�Ĺ��գ�������������ƽ̨��ƽ�������С���Լ�������ĿɽӴ�������0����ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����25�㣻1��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����20�㣻2��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����16�㣻3��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����12�㡣������ɺ�ƽ̨�ĸ�����ۡ�
�����ߡ���ɰ��Ϳ�ƽ̨������ɰҪ���ף��ɾ�����Ϳ��ɫ�����ᡣ����Ҫƽ������Ϳ�ᣬһ��Ϳ��������ᡣ
�����ˡ���װҪ����Ҫ��ľ�ʰ�װ������ѡ�ú���ľ�ĸ���ƽ̨�Ϲ����棬��Ҫʱ��ȫ��հ�װ����װǰƽ̨����������ʩһ��Ҫ���á�
�����š�����Ҫ����ƽ̨װ������Ƿ������գ���������Ҫ��ʵ��������ƽ̨��Ҫ���Ź������⼷ѹ���Ρ�
����ʮ�� ���ѡ����Ҫ��֧��ѡ��֧���ò�Ϊ�ں�1.5-2mm�ķ��ֺͽ����������ܶȺͽṹҪ������������˨Ҫ��תͨ����
����ʮһ����װ���ԣ�һ�������ÿ�ʽˮƽ�ǵ�ƽ�����ù�ѧ����ˮƽ�ǻ���Ӻ���ˮƽ���ٽ���һ��ƽ��������������������Ҫ��ƽ̨���������ֳ���������
����ʮ������ȷʹ�ã�����ƽ̨�ڵ�����ɺ�ʹ�ã����¿�����20��5��ʹ,��̨���ϼ���Ҫ�����Ų����Ҫ����ʹ��һ������������ʹ����������ƽ̨����Ч�����
���ǵIJ�Ʒ���������ϸ��⣬�����ж�����棬�ʱ����ڷ����κι��ϣ�������ѵ������ʱ������������������˾���Ա�֤�ڵ�һʱ�䷢����
����ͼƬ�ǿͻ��ṩ������ƽ̨��ʹ���ֳ����ṩ�����Ͽͻ��ο�һ����